اعوجاج در قالبگیری دورانی چیست و چگونه میتوان از آن جلوگیری کرد؟
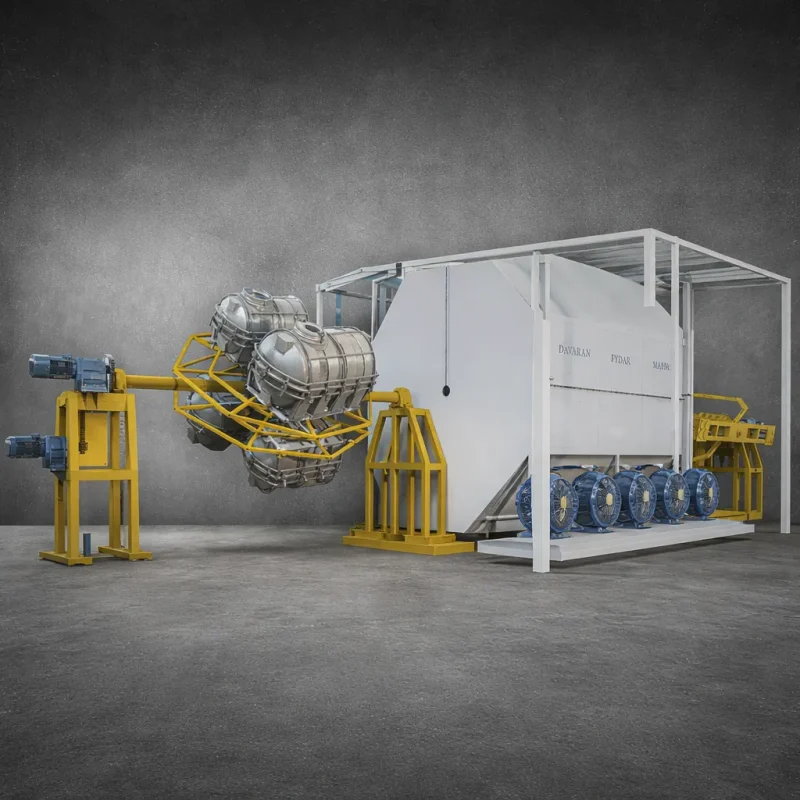
قالبگیری دورانی (Rotational Molding) یکی از روشهای پرطرفدار در تولید قطعات پلاستیکی است که بهخاطر سادگی، هزینه پایین و کارایی بالا شناخته میشود. با این حال، این فرآیند بدون چالش نیست. یکی از رایجترین مشکلات در قالبگیری دورانی، اعوجاج یا تاببرداشتن قطعه نهایی است. در این مقاله دلایل بروز اعوجاج بررسی شده و راهکارهای کاربردی برای پیشگیری از آن ارائه میشود.
اعوجاج چیست؟
اعوجاج زمانی اتفاق میافتد که قطعه نهایی بهدلیل سرد شدن نامتعادل، انقباض یا عوامل دیگر، شکل طراحیشده خود را از دست میدهد. این مشکل ممکن است از تغییر شکلهای جزئی و نامحسوس تا خمیدگیهای شدید که منجر به غیرقابلاستفاده شدن محصول میشود، متغیر باشد.
دلایل اعوجاج در قالبگیری دورانی
-
شکل هندسی و قطعات فلزی درون قالب (اینسرت)
- اینسرتها: وجود قطعات فلزی داخل قالب میتواند مانع انقباض طبیعی قطعه شود و در نتیجه تنشهای پسماند ایجاد کند. این تنشها ممکن است به ترک یا شکست منجر شوند.
- انعطاف در طراحی: طراحی باید امکان انقباض (معمولاً ۳٪ تا ۳.۵٪) را در محل قرارگیری اینسرتها فراهم کند.
-
ضخامت دیوارهها
- انقباض نامتعادل: قطعاتی که ضخامت دیوارههای آنها یکنواخت نیست، بهویژه در طراحیهای نامتقارن، دچار انقباض نامتعادل میشوند. دیوارههای ضخیمتر بیشتر از نازکترها منقبض میشوند و این مسئله باعث خمیدگی میشود.
- سطوح صاف: سطوح کاملاً صاف در معرض جدایش پلاستیک مذاب از دیواره قالب در هنگام سرد شدن هستند و بیشتر دچار اعوجاج میشوند.
-
تفاوتهای دمایی
- سرد شدن نامتعادل: اختلاف دما بین سطح داخلی و خارجی قطعه در هنگام سرد شدن، یکی از عوامل اصلی ایجاد اعوجاج است.
- نرخ سرد شدن: یکسانسازی نرخ سرد شدن دو سطح، به کاهش تغییر شکل کمک میکند.
-
عوامل دیگر
- تهویه نامناسب هوا: عدم تهویه کافی باعث حبس گرما و سرد شدن غیریکسان میشود.
- دمای نادرست کوره: حرارت بیشازحد یا زمان پخت ناکافی، منجر به سوختن یا نیمپز شدن محصول میشود.
- رطوبت در پودر: وجود رطوبت در مواد اولیه میتواند فرآیند شکلگیری را مختل کند و باعث ایجاد عیب شود.
چگونه از اعوجاج جلوگیری کنیم؟
-
بهینهسازی طراحی قالب و قطعه
- طراحی اینسرتهای انعطافپذیر برای امکان انقباض
- پرهیز از سطوح صاف و استفاده از طراحیهای منحنی در صورت امکان
-
یکنواختسازی ضخامت دیوارهها
- طراحی قطعه با ضخامت دیواره ثابت
- استفاده از قالبهایی با توزیع یکنواخت حرارت
-
کنترل فرآیند گرمایش و سرمایش
- چرخاندن قالب در زمان سرد شدن برای توزیع یکنواخت دما
- استفاده از قالبهایی با جنس رسانای حرارتی مانند آلومینیوم، فولاد یا مس
- تنظیم دمای کوره و مدت زمان حرارتدهی بهطور دقیق
-
تهویه مناسب
- استفاده از هواکشهایی با قطر داخلی ۱۳ میلیمتر به ازای هر مترمکعب از حجم قالب
- اطمینان از عدم انسداد لولههای تهویه در طول فرآیند
-
بررسی جنس و رنگ مواد اولیه
- استفاده از پودر کاملاً خشک برای جلوگیری از مشکلات مرتبط با رطوبت
- استفاده از رنگهای از پیش ترکیبشده یا رنگهایی که خواص فیزیکی قطعه را تغییر نمیدهند
جدول خلاصه روشهای پیشگیری از اعوجاج
| علت اعوجاج | روش پیشگیری |
| شکل هندسی و اینسرت | طراحی انعطافپذیر و امکان انقباض |
| ضخامت دیواره غیریکنواخت | طراحی با ضخامت یکنواخت و استفاده از قالبهای با توزیع حرارتی یکسان |
| سرد شدن نامتعادل | چرخاندن قالب در زمان خنکسازی، استفاده از قالب رسانا |
| تهویه ناکافی | تهویه مناسب و عدم انسداد مسیرها |
| حرارتدهی نادرست | تنظیم دقیق دمای کوره و زمان پخت |
| رطوبت در پودر | استفاده از پودر خشک و نگهداری در شرایط بدون رطوبت |
نتیجهگیری
اعوجاج در قالبگیری دورانی مشکلی رایج اما قابل پیشگیری است. با شناسایی عوامل اصلی مانند سرد شدن نامتعادل، طراحی نامناسب قالب و ضخامت غیریکنواخت دیوارهها میتوان با اجرای راهکارهای دقیق، محصولاتی مقاوم، باکیفیت و بدون اعوجاج تولید کرد.