Introduction
In the rotational molding industry, the selection of raw materials is one of the most critical factors in ensuring the quality of the final product. One of the most important criteria manufacturers consider when selecting materials is the Melt Flow Index (MFI). This index indicates the ease of polymer flow in the molten state and has a direct impact on the quality and durability of products, particularly polyethylene tanks.
What is the Melt Flow Index (MFI)?
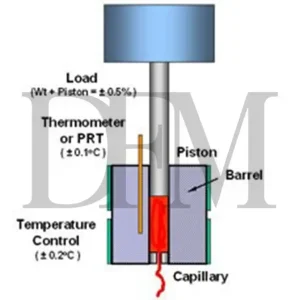
The Melt Flow Index (MFI) measures the amount of polymer that passes through a standard die in a specified time (10 minutes) and at a specific temperature (190°C for polyethylene). The higher the MFI value, the more fluid the polymer is, but it has lower strength. Conversely, a lower MFI indicates a higher molecular weight and greater resistance of the polymer.
The Importance of MFI in Rotomolding
In the rotomolding process, the polymer must be evenly distributed throughout the mold to produce a high-quality product without cracks. If the MFI value is not appropriate, issues such as:
- Stress cracks in the body
- Uneven thickness
- Reduced mechanical strength
may arise. Therefore, selecting the right raw material based on an appropriate MFI is crucial for producing polyethylene water tanks.
The Impact of MFI on Polyethylene Tank Quality
| MFI Value | Polymer Characteristics | Effect on Polyethylene Tank |
| Low | High tensile strength, high chemical resistance | Suitable for industrial tanks and long-term storage |
| Medium | Balance between strength and fluidity | Suitable for drinking water tanks |
| High | High fluidity, lower strength | Suitable for lightweight and injection-molded parts |
Factors Affecting MFI Value
- Polymer Molecular Weight Distribution
- Percentage of Participating Comonomer
- Degree of Chain Branching
- Polymer Crystallinity and Structure
These factors determine how fluid or rigid a polymer will be and thus play a key role in selecting the right material for a durable polyethylene tank.
Why is Understanding MFI Vital in Rotomolding?
-
Optimizing Thermal Cycle and Production Efficiency
In the rotomolding process, polyethylene powder must be evenly melted and then stabilized during cooling. If the MFI is too high, the polymer becomes excessively fluid, increasing the risk of wall thinning or bubble formation in the product. If the MFI is too low, the polymer melts too slowly, and the particles do not bond properly.
Correctly selecting the polymer based on MFI leads to:
- Reduced curing time in the oven
- Prevention of energy wastage
- Increased production speed
- Reduced waste and defective products
As a result, the thermal cycle is shortened, and the production efficiency of the tank increases.
-
Preventing Surface Defects and Stress Cracks
A common issue in polyethylene tanks produced via rotomolding is the formation of stress cracks and surface irregularities. These defects are more likely to occur when the chosen polymer has an inappropriate MFI:
- High MFI → Excessive polymer flow → Reduced tensile strength → Cracks under pressure or impact
- Low MFI → Uneven distribution in the mold → Weak points and surface irregularities
Thus, selecting a balanced MFI ensures that the tank:
- Has a smooth surface without holes
- Is resistant to mechanical stress and impact
- Has a longer useful lifespan
-
Enhancing Tank Durability Against Sunlight and Chemicals
Polyethylene tanks are often used for storing water, chemicals, or fuel and are exposed to direct sunlight outdoors. A polymer with an inappropriate MFI can lead to:
- Weakening and cracking of the walls due to UV exposure
- Easier penetration of chemicals into the walls
- Reduced resistance to oxidation
However, selecting a polymer with an appropriate and balanced MFI provides the following advantages:
- Higher resistance to ultraviolet (UV) radiation
- Reduced penetration of corrosive chemicals
- Enhanced durability in harsh environmental conditions
- Lower maintenance and replacement costs for the tank
Applications of MFI Testing in Industry
1) Incoming Raw Material Quality Control (IQC & QC)
The Melt Flow Index (MFI) is the fastest linear test for assessing the consistency of the rheological properties of incoming materials.
- Compliance with Manufacturer Certification: For rotomolding polyethylene, MFI is usually reported under the condition of 190°C / 2.16 kg (ASTM D1238, Cond. D / ISO 1133). (In some cases, higher loadings may also be used.) The sample amount should fall within the internal acceptance range (e.g., ±10–15% from the COA).
- Monitoring Batch-to-Batch Variations: SPC (mean/range) charts on MFI can tell you when a material is deviating from control. A sudden jump upward usually indicates a reduction in molecular weight (chain scission) and potential impact resistance issues.
- Supplementary Checks: Do not rely solely on MFI; for critical parts, check density, DSC (crystallinity/melting point), OIT (oxidative stability), and PSD of the powder alongside MFI for a more comprehensive process behavior picture.
Practical Output: If the MFI of the incoming material exceeds the target window, adjust the thermal program before production or isolate and conduct further analysis.
2) Selecting the Correct Polymer Grade for Plastic Tanks
In rotomolding, selecting a grade based on MFI creates a balance between processability and mechanical properties:
- Lower MFI (less fluidity): Higher molecular weight → Better impact strength and ESCR, but longer curing times and higher temperature requirements.
- Higher MFI (more fluidity): Easier mold wetting and distribution, shorter cycle times, but higher risk of reduced strength and stress cracks.
Typical Practical Guide (non-rigid): For rotomolded polyethylene tanks (LLDPE/MDPE), the typical target MFI range is approximately 3 to 8 g/10 min (depending on design, wall thickness, dimensions, and standards). The final selection must be verified through real part testing (Impact/ESCR/hydrostatic).
3) Comparing Virgin and Recycled Materials
MFI is a valuable tool for detecting “burning” or molecular weight reduction in recycled materials:
- An increase in MFI in recycled material usually indicates chain shortening → Brittle, reduced stress crack resistance, and lower outdoor durability.
- For sensitive products (water/chemical tanks), limit the amount of recycled material (e.g., ≤10–20% for non-critical parts and zero for critical parts), provided the MFI remains within the design window.
- Along with MFI, check OIT, density, and DSC to ensure antioxidant and UV stabilizer additives are still effective.
Suggested Protocol: Whenever changing the recycled material ratio, take a real wall coupon and test for impact/ESCR; don’t rely solely on MFI.
4) Improving Thermal Cycle Efficiency and Reducing Production Waste
The MFI of the input material directly affects the curing/cooling parameters:
- MFI above target: To avoid wall thinning, air traps, and bubbles, typically lower the oven temperature slightly and/or shorten the curing time. Adjust rotational speed to ensure uniform distribution.
- MFI below target: To achieve full melt and inter-particle fusion, increase the curing temperature/residence time and control cooling time to prevent shrinkage/distortion.
Linking MFI with Common Defects:
- Excessive flow (high MFI) → Thin edges, possible leakage, denting, and reduced impact resistance.
- Insufficient flow (low MFI) → Orange peel, incomplete fusion, internal porosity.
Practical Outcome: By linking the MFI of each batch to the “thermal recipe” (Temperature-Time Profile) in MES/Sheet settings, you can stabilize cycles, reduce rejects, and cut down on energy consumption.
Conclusion
Understanding and carefully analyzing the Melt Flow Index (MFI) is a reliable way to improve quality in the rotational molding process and the production of polyethylene tanks. Selecting the right polymer based on MFI leads to improved product lifespan, enhanced strength, and reduced production costs.